Motorcycle Connecting Rod Heat Treatment
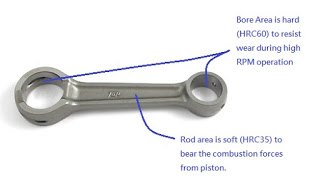
The characteristic of motorcycle connecting rod is that the bore race has to be hard (HRC60) to resist abrasion from crank pin and piston pin during high RPM operation. However, a hard material is brittle and it is easily to break. The hardness of rod area is necessary to lower down to HRC35 to avoid from connecting rod breaking by the brittle steel. The steel at rod area becomes ductile and then the motorcycle engine can operate safely.
To produce the perfect connecting rod which is hard at bore area and is soft at rod area, the heat treatment of connecting rod is the key process. The common material of motorcycle connecting rod is chromoly steel, SCM415 or SAE4118. SCM415 is a low-carbon steel. The carburizing heat treatment is applied to increase the connecting rod hardness. However, the carburizing heat treatment causes the whole connecting rod hardened to HRC60 including the rod area. The connecting rod is too brittle if we just apply carburizing heat treatment. There are two methods to produce soft rod area after carburizing heat treatment.
1. To apply partial annealing heat treatment on a carburized connecting rod:
Annealing is a heat treatment to increase ductility and reduce hardness of material. Usually, the material is heated above its recrystallization temperature, maintaining a suitable temperature with a proper time, and then cooling with proper temperature gradient. The black carbon is precipitated on the steel surface. Therefore, the rod area becomes black since it is annealed to lower the hardness.

2. To apply copper plating layer to avoid from carburization:
A high density copper is plated on the rod surface before carburizing heat treatment. The copper layer can isolate the steel from carbon gas, therefore, the steel with copper layer will not be hardened. The copper on bore races are removed before heat treatment. At last, the bore race is hardened with hardness HRC60, and the rod area is protected by copper layer with hardness HRC35.

Question: Which heat treatment method is better for a connecting rod?
The biggest difference between annealing type connecting rod and copper type connecting rod is the core hardness at rod area. The carburizing heat treatment will harden the steel surface around 1.0mm, which is called the carburizing depth. The hardness below carburizing depth becomes uniform with hardness HRC35 which is called core hardness.
For copper type connecting rod, the core hardness at rod area is HRC35 which is the same as the core hardness of carburizing heat treatment. However, for annealing type connecting rod, the core hardness at rod area decreases down to HRC25 because of the annealing heat treatment. As a result, the copper type connecting rod has better stiffness or strength than annealing type connecting rod. The power loss of copper type connecting rod is less than annealing type connecting rod.
2020-10-16